-

济南黑格软件有限公司
主营:板材优化软件,玻璃优化软件,不锈钢优化软件,卷板优化软件 - 15865269997

济南黑格软件有限公司
主营:板材优化软件,玻璃优化软件,不锈钢优化软件,卷板优化软件 15
15
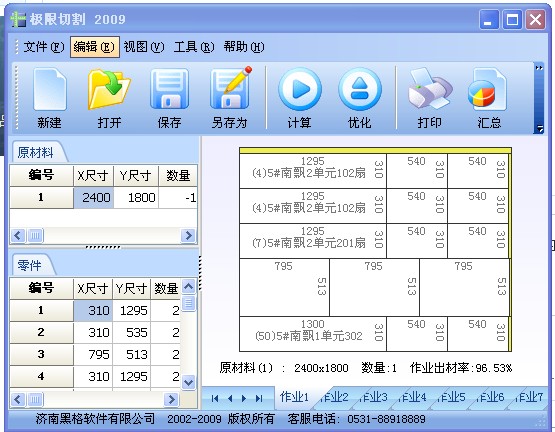
2008年我们与贝加莱(B&R,奥地利)公司签约,开发用于玻璃数控切割机系统的OEM软件,包括常规操作和排料优化计算两个方面,这套软件的**家用户就是济南德佳玻璃机器有限公司。这里简要介绍这款功能强大、操作简单的软件。 遵循我们一贯传统,这款安装在工控机上软件虽然需要支持相当繁杂的操作,但是我们还是让它拥有一个简单、漂亮、易操作的界面。 二、支持异型玻璃切割 因为玻璃切割分片的特殊要求,异型玻璃切割算法有其特别的难处。对此,我们提供了比较灵活的工具帮助用户解决这类问题。 1.用户自定义异型零件:我们允许用户自定义异型零件图形,这些图形允许用变量标注。例如,我们可以定义一个半圆图形,标注其半径为R,掰边距为K。这样,当选择该图形时,系统要求您输入R和K的值,一个具体的零件尺寸就自动确定了。 2.当用户输入一行零件时,只需要输入相关参量的值,系统自动计算零件的具体尺寸和形状。 3.呵呵,很快我们就可以建立一份任务清单。让我们看看计算结果:呵呵,这款软件是支持多任务流水作业的,您可以在左面看到一个工程列表,每个工程代表一份独立的订单、或者物料需求计划等等。 三、作业流水模型 你不必担心控制系统的可靠性,它几乎可以杜绝因操作失误造成零件多切或者漏切的情况。尽管流水作业,他仍让您保持清醒的管理状态,原因在于该软件内部有一个强大的内核。开发 小组提供了一幅物流控制图,大伙看看是不是够拽,哈哈! 四、G代码生成与设备驱动模块 生成切割任务仅仅完成了一部分工作,要真正把玻璃产品切割下来还有两个工作要做:1.优化生成切割路线、2.生成G代码。 玻璃切割工艺对切割路线还是有很多要求的,在实验过程中,我们遇到很多问题,这些问题严重影响分片作业的成功率。经过大量的实践(呵呵,这里需要感谢济南德佳玻璃机器和济南温声玻璃 有限公司提供了大量的玻璃原片和技术工人配合做实验),现在的G代码完全可以胜任玻璃切割工艺的要求了。 五、"**"的切割优化算法 本来计划今年要推出《极限切割2008专业版》,由于要开发这个数控版本,该产品被推迟到明年了。我们只好把今年研发的新算法用于这款数控软件。出乎我们意料,新算法实在太**了,运行在生产车间的工控机上,有点高射炮打蚊子了。呵呵,详情参见开料算法发展历程吧! 这款数控软件和大部分切割设备控制软件相比,有一个巨大的差别——它直接集成了切割优化算法。这意味着,我们可以在工作现场直接输入数据,直接进行计算。当然了,因为新算法的速度特别快,对内存要求特别低,所以才有可能这样做。不然的话,一个切割任务算上一二十分钟,大家都别干活了。 联系方式:山东省济南市高新区会展国际花园北塔1744室,联系人:李经理,联系电话:0531-88918889,,18660157729